")
Для изготовления заполнителя складчатой конструкции разработаны два основных метода: синхронный и циклический.
Синхронный метод
Синхронный метод заключается в одновременной деформации листа заготовки по всем линиям изгиба (линиям разметки). Операция деформации выполняется с помощью трансформируемых матриц по сопряженной или несопряженной схемам.
Достоинства:
- малое время деформации листа заготовки в готовый заполнитель складчатой конструкции;
- нечувствительность к материалу - можно изготавливать складчатый заполнитель из разных материалов без дополнительной настройки устаноки;
- многообразие рельефов и типоразмеров изготовливаемых складчатых заполнителей.
Недостатки:
- сложность применения данного метода к непрерывным рулонным материалам;
- сложность автоматизации и зацикливания процесса.

|
|
| Установка для изготовления складчатого заполнителя синхронным методом | Установка для гибридного складывания заполнителя типа z-гофр |

|
|
| Опытная установка "Holst-1" для изготовления складчатого заполнителя синхронным методом | Установка для непрерывного изготовления складчатого заполнителя типа z-гофр синхронным методом |
Установка "Holst-1" для изготовления складчатого заполнителя синхронным методом
Установка для непрерывного изготовления складчатого заполнителя типа z-гофр синхронным методом
Циклический метод
Циклический метод заключается в последовательной деформации предварительного подготовленного материала заготовки. Деформация выполняется путем перевода заготовки из предварительно сформированного линейного гофра пошагово в складчатый заполнитель. Операция деформации осуществляется либо методом поперечного гофрирования, либо в трансфорируемых штампах.
Достоинства:
- возможность изготовления складчатого заполнителя из непрерывного рулонного материала;
- хорошая возможность автоматизации и высокая производительность.
Недостатки:
- чувствительность к материалу - для каждого материала необходимо подбирать индивидуальные параметры технологического процесса;
- привязка процесса к заданному рельефу - возможно менять только отдельные параметры рельефа заполнителя.

|

|
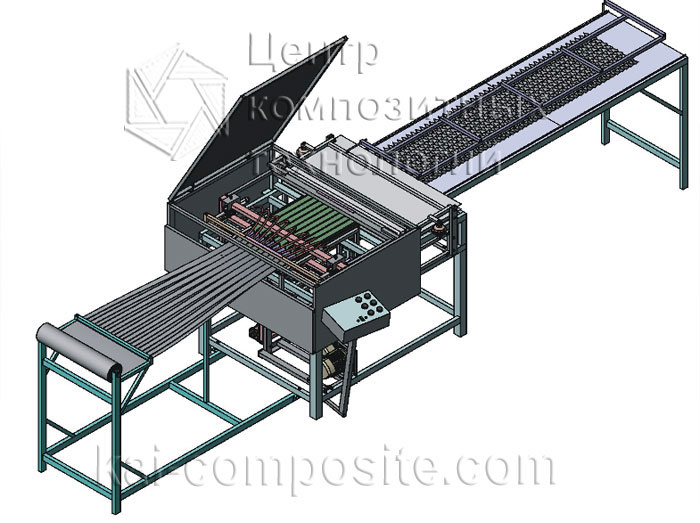
| Установка для изготовления складчатого заполнителя методом поперечного гофрирования | Узел предварительной подготовки материала установки поперечного гофрирования |

|

|
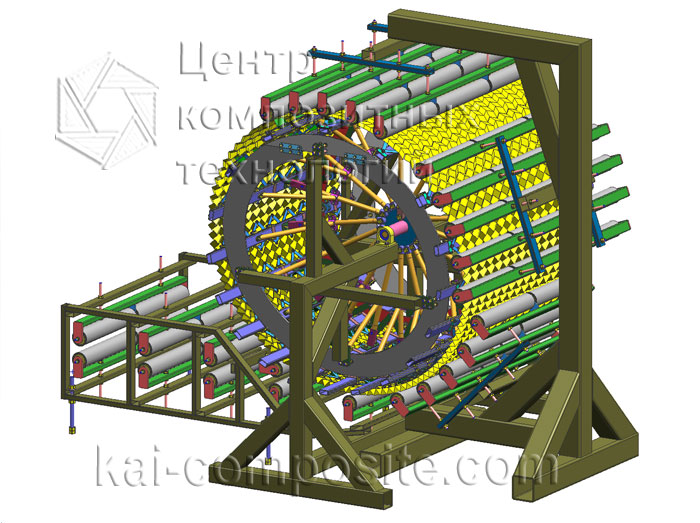
| Формообразующий узел установки поперечного гофрирования | 3-D модель формообразующиего узла установки поперечного гофрирования |



